

Экстракционный куб с двумя конусами
Когда слышишь ?экстракционный куб с двумя конусами?, многие сразу представляют просто бак с двумя днищами. Вот тут и кроется первый подводный камень. В практике, особенно при работе с летучими или вязкими средами, разница между ?просто баком? и именно экстракционным кубом становится критичной. Это не просто форма, а продуманная система для эффективного массообмена и, что важнее, для полного опорожнения без остатка. Часто сталкивался с ситуациями, когда заказчик, пытаясь сэкономить, брал стандартную ёмкость, а потом месяцами мучился с потерями продукта или чисткой. Основная фишка именно в геометрии этих конусов и в их сочленении.
Где тонко, там и рвётся: конструкционные нюансы
Угол конуса — это первое, на что смотрю. Недооценивать его нельзя. Для сыпучих материалов, скажем, тех же растительных прессованных шротов, угол должен быть таким, чтобы масса не зависала, а сползала под собственным весом. Стандартные 60 градусов подходят не всегда. Помню проект по экстракции каротиноидов, где сырьё после предварительной обработки становилось липким. По документам всё сходилось, а на практике — постоянные заторы в нижнем конусе. Пришлось на ходу модернизировать, добавлять вибрационные патрубки.
Материал — отдельная история. Если куб работает с агрессивными растворителями, скажем, гексаном или дихлорметаном, то тут даже нержавейка AISI 304 может не пройти. Нужна 316L или, в идеале, инконель. Но и это не панацея. Сварные швы в зоне перехода от цилиндра к верхнему конусу — зона повышенного напряжения. Видел случаи микротрещин именно там, особенно при циклических температурных нагрузках. Визуальный контроль и грамотная паспортизация швов — обязательны.
А вот про нижний конус часто забывают. Он же — точка сбора экстракта. Его конфигурация напрямую влияет на скорость дренажа. Слишком острый угол — повышается риск засорения выпускного клапана. Слишком пологий — увеличивается ?мёртвый? объём, тот самый остаток, который ты никогда не сольёшь. Идеальный вариант — когда нижний конус переходит в полноценный штуцер с возможностью демонтажа или установки смотрового фланца. Для ремонта или чистки это спасение.
Из практики: интеграция в технологическую линию
Сам по себе куб — вещь бесполезная. Его ценность раскрывается в связке. Типичная ошибка — неправильный подбор насосов для перекачки экстракта из нижней точки. Если дренаж идёт медленнее, чем идёт процесс экстракции в самом кубе, мы получаем переполнение и потерю давления. Ставишь мощный насос — возникает кавитация, особенно если экстракт горячий. Подбор по NPSH — это святое. Лучше ставить погружные или мембранные насосы с плавной регулировкой.
Ещё один момент — обвязка. Трубопроводы подвода растворителя и отвода паров должны быть рассчитаны на пиковые нагрузки. Часто экономят на диаметрах, а потом удивляются, почему цикл экстракции растягивается. Особенно это чувствуется при работе с кубом с двумя конусами большого объёма, от 5 кубов и выше. Параллельно нужно думать о системе CIP-мойки. Если внутренняя поверхность не идеально гладкая, а в конусах есть ?карманы?, остатки будут накапливаться, и о чистоте процесса можно забыть.
Здесь стоит упомянуть подход, который вижу у некоторых производителей, которые реально погружены в процесс. Например, у ООО Цзянсу Жуйлинь Оборудование Технологии (сайт — ruilin.ru) в своих проектах они часто акцентируют внимание не на продаже единицы оборудования, а на проектировании узла в целом. Это правильный путь. На их ресурсе можно увидеть, что компания позиционирует себя как научно-производственное предприятие с полным циклом — от НИОКР до сервиса. Для такого сложного аппарата, как экстракционный куб, это критически важно, потому что расчёты и производство должны быть тесно увязаны.
Типичные ошибки эксплуатации и как их избежать
Самая частая — игнорирование температурной деформации. Куб загружают холодным сырьём, затем нагревают до 70-80°C. Металл расширяется. Если аппарат жёстко закреплён на опорах без компенсаторов, это приводит к перекосу, нагрузке на сварные швы и, в худшем случае, к разгерметизации. Опоры должны быть скользящими или катковыми. Это кажется мелочью, пока не столкнёшься с аварией.
Вторая ошибка — экономия на контрольно-измерительных приборах. Датчик уровня в верхней части цилиндра — это минимум. Но для полноценного контроля процесса желательно иметь датчики температуры и, возможно, давления в обоих конусах. Разница в температуре между верхним и нижним конусом может говорить о неравномерности прогрева или о начале нежелательных процессов. Без данных — ты работаешь вслепую.
И третье — нарушение регламента загрузки. Экстракционный куб с двумя конусами — не миксер. Если засыпать сырьё с разной плотностью и фракцией (крупные куски и пыль вместе), это приведёт к каналообразованию. Растворитель пойдёт по пути наименьшего сопротивления, и экстракция будет неполной. Нужна предварительная калибровка или грануляция сырья. Учился на этом, когда партия дорогого сырья ушла в брак из-за спешки при загрузке.
Кейс: адаптация под специфичное сырьё
Был у меня опыт работы с экстракцией смол. Материал — крайне вязкий, с адгезией к металлу. Стандартный куб с двумя конусами тут не сработал бы. Верхний конус пришлось делать с увеличенным углом, почти вертикальными стенками в верхней части, и оснащать его рамовыми мешалками с санитарным исполнением. Но главная проблема была в нижнем конусе — экстракт густел при охлаждении и намертво блокировал выход.
Решение было нестандартным. Нижний конус сделали с двойной рубашкой, где по внутреннему контуру циркулировал не просто теплоноситель, а поддерживалась точная температура, на 10-15°C выше точки застывания смолы. А выпускной клапан заменили на шиберный задвижной затвор с подогревом. Это увеличило стоимость узла, но обеспечило стабильность процесса. Кстати, подобные нестандартные решения — как раз область компетенции инжиниринговых компаний, которые занимаются полным циклом, вроде упомянутой ООО Цзянсу Жуйлинь Оборудование Технологии. Их профиль — как раз создание и внедрение такого кастомизированного оборудования под конкретную задачу заказчика, что видно по описанию деятельности на их сайте.
Этот опыт показал, что универсальных решений нет. Даже такой, казалось бы, стандартизированный аппарат требует глубокой адаптации. Ключевое — это диалог между технологом, который знает сырьё, и инженером-конструктором, который может воплотить требования в металле.
Взгляд вперёд: что ещё можно улучшить
Сейчас много говорят об ?Индустрии 4.0? и цифровизации. Для экстракционных кубов это не просто тренд. Внедрение датчиков с онлайн-аналитикой состава паровой фазы (например, портативные ИК-спектрометры) могло бы кардинально повысить контроль за окончанием процесса экстракции. Сейчас это часто делают по времени или по косвенным признакам, теряя в эффективности.
Ещё одно направление — материалы. Композитные покрытия или футеровки на основе PTFE или PFA для работы с самыми агрессивными средами. Это дорого, но для фармацевтики или тонкого органического синтеза может стать стандартом. Пока же большинство работает с нержавейкой.
В итоге, возвращаясь к началу. Экстракционный куб с двумя конусами — это не просто ёмкость. Это сердцевина узла, успех которого зависит от сотни деталей: от угла наклона стенки до правильного выбора уплотнения на люке. Его выбор и внедрение — это всегда компромисс между технологической необходимостью, бюджетом и эксплуатационной надёжностью. И главный совет — не гнаться за дешёвым железом, а искать партнёра, который понимает процесс в целом и готов нести ответственность за весь жизненный цикл аппарата, от чертежа до пусконаладки и ремонта. Именно комплексный подход, как у профильных научно-производственных объединений, и отличает успешный проект от проблемного.
Соответствующая продукция
Соответствующая продукция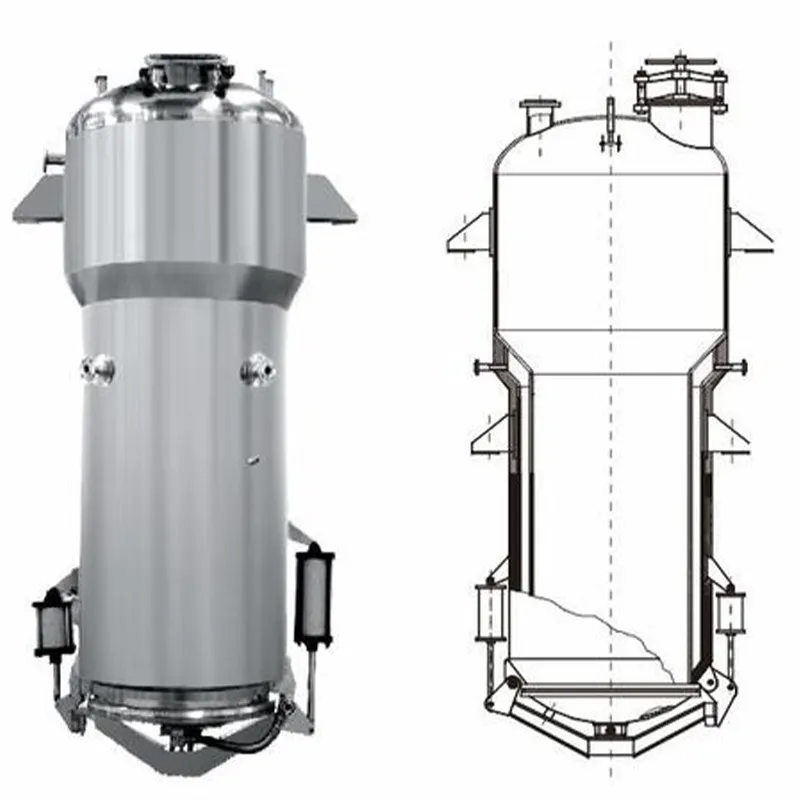







Самые продаваемые продукты
Самые продаваемые продукты-
 Полностью автоматическая импульсная вакуумная сушилка
Полностью автоматическая импульсная вакуумная сушилка -
 Сосуд для осаждения спиртом
Сосуд для осаждения спиртом -
 Двухмерный ротационный смеситель
Двухмерный ротационный смеситель -
 Автоматическая моечная машина для загрузочных ковшей
Автоматическая моечная машина для загрузочных ковшей -
 Низкий гранулятор с мокрым смешиванием
Низкий гранулятор с мокрым смешиванием -
 Квадратный оборотный ковш
Квадратный оборотный ковш -
 Пневмоэлектрический дисковый затвор для порошков
Пневмоэлектрический дисковый затвор для порошков -
 Двухстоечный подъемный смеситель ковшового типа
Двухстоечный подъемный смеситель ковшового типа -
 Периодическая сушилка с псевдоожиженным слоем и замкнутым циклом
Периодическая сушилка с псевдоожиженным слоем и замкнутым циклом -
 Система продуктов/емкостей/теплообменников
Система продуктов/емкостей/теплообменников -
 Многокорпусный дистиллятор воды с электрическим нагревом
Многокорпусный дистиллятор воды с электрическим нагревом -
 Многофункциональный рекуперационно-концентрирующий аппарат для спирта
Многофункциональный рекуперационно-концентрирующий аппарат для спирта
Связанный поиск
Связанный поиск- изготовление вспомогательного оборудования
- Промышленный электрический многоступенчатый дистиллятор воды
- Реактор для исходного сырья
- система для промывки теплообменников своими руками
- теплообменник для системы отопления частного дома
- Многофункциональный экстракционный куб
- вакуумная распылительная сушилка
- проверка технического состояния вспомогательного оборудования
- основное и вспомогательное оборудование тепловых сетей
- оборудование для смешивания порошков





