

химический реактор нагреть паром
Когда говорят про нагрев химического реактора паром, многие сразу представляют себе простую схему: парогенератор, рубашка, греем. Но на практике здесь кроется масса подводных камней, от которых зависит не только эффективность процесса, но и безопасность, и срок службы самого аппарата. Сам сталкивался с ситуациями, когда кажущаяся простота приводила к серьёзным простоям или, что хуже, к аварийным ситуациям. Особенно это касается реакторов для специфических сред, где важен не просто нагрев, а точный контроль теплопередачи и минимизация локальных перегревов.
Основной принцип и где начинаются ошибки
Итак, суть в том, что насыщенный пар подаётся в рубашку или змеевик реактора. Казалось бы, что может быть проще? Но первый частый просчёт — это неучёт качества пара. Не просто его давление, а именно качество: степень сухости, отсутствие капельной влаги. Влажный пар — это не только снижение эффективности теплопередачи, но и гидроудары, и усиленная коррозия. Помню один проект на небольшом заводе по производству смол, где из-за плохой сепарации пара на входе в рубашку реактора за полгода образовались свищи в стенках рубашки. Ремонт — это остановка линии на недели.
Второй момент — расчёт тепловой нагрузки. Нельзя просто взять паспортную теплоту парообразования и умножить на расход. Нужно учитывать динамику процесса: нагрев загрузки от начальной температуры, возможные эндотермические или экзотермические стадии самой реакции, теплопотери. Часто конструкторы, особенно те, кто далёк от эксплуатации, закладывают завышенные запасы, что ведёт к перерасходу энергии, или, наоборот, заниженные, и тогда реактор не выходит на нужную температуру в требуемое время. Это критично для периодических процессов, где время цикла — деньги.
И третий, чисто практический нюанс — обвязка. Арматура, конденсатоотводчики, система сбора и возврата конденсата. Здесь экономить — себе дороже. Некачественный конденсатоотводчик либо ?проскакивает? пар в линию конденсата, теряя энергию, либо забивается, и рубашка заполняется конденсатом. Теплопередача резко падает, а стенка реактора со стороны пара может перегреться из-за отсутствия охлаждения конденсатом. Видел такие случаи. Поэтому выбор надёжной арматуры — это не статья расходов, а инвестиция в стабильность.
Конструктивные особенности рубашек и змеевиков
Теперь о том, куда именно подавать пар. Классика — это рубашка. Но рубашка рубашке рознь. Полусферическая, цилиндрическая, с отбойниками для пара? Для больших аппаратов часто делают секционированные рубашки, чтобы пар распределялся равномерно по высоте. Иначе верх прогреется, а низ ещё холодный. Это особенно важно для вязких сред, где естественная конвекция слабая.
Змеевик внутри реактора — другой вариант. Плюс в большей поверхности теплопередачи при компактных размерах. Но минусы серьёзные: сложность изготовления и очистки, риск загрязнения поверхности продуктом, что резко снижает КПД. Кроме того, при использовании пара высокого давления змеевик должен выдерживать не только давление, но и температурные расширения. Был опыт с реактором для синтеза одного органического промежуточного продукта, где змеевик со временем ?выкрутило? и он начал тереться о мешалку. Шум стоял ужасный, пришлось останавливаться и резать аппарат.
Иногда применяют комбинированный нагрев: рубашка + змеевик. Например, в рубашке — пар для основного нагрева, а в змеевике — теплоноситель для точного поддержания температуры. Но это усложняет и обвязку, и управление. Нужна очень продуманная АСУТП, чтобы контуры не мешали друг другу. С точки зрения надёжности, чем проще система, тем лучше. Но простота не должна идти в ущерб управляемости процесса.
Выбор материалов и вопросы коррозии
Материал рубашки или змеевика — это отдельная боль. Для пара условно до 6-8 бар и неагрессивных сред часто хватает углеродистой стали. Но если в технологии есть даже намёк на возможное попадание агрессивных компонентов в рубашку (например, при разгерметизации внутреннего сосуда), или используется пар от котельной, где качество питательной воды неидеально, то лучше смотреть в сторону нержавеющих сталей. Дороже, но спокойнее.
Коррозия под действием конденсирующегося пара — вещь коварная. Она может носить локальный характер. Особенно в местах застоя конденсата или неправильного дренажа. Регулярный визуальный контроль (если конструкция позволяет) и ультразвуковая толщинометрия стенок рубашки — must have для любого ответственного эксплуатационщика. Однажды на предприятии коллеги пропустили такую коррозию в нижней мёртвой зоне рубашки, что привело к внезапной течи прямо во время цикла. Хорошо, что реактор был с инертным газом, а не с легковоспламеняемым сырьём.
Ещё один момент — тепловые напряжения. Циклический нагрев и охлаждение паром/холодной водой (если через ту же рубашку и охлаждают) усталостно действует на металл. Конструкция должна это компенсировать. Иногда видишь реакторы, где рубашка приварена по всему периметру к корпусу без компенсаторов — это потенциальный очаг для трещин. Хорошие производители, которые сами занимаются и разработкой, и производством, такие как ООО Цзянсу Жуйлинь Оборудование Технологии (их сайт — ruilin.ru), обычно обращают на это внимание. В их описании указано, что компания — это научно-производственное предприятие с полным циклом: НИОКР, производство, монтаж. Это важно, потому что теоретики могут не учесть усталостные нагрузки, а ?чистые? производители — слепо следовать чертежу. Когда всё в одних руках, шансов на адекватную конструкцию больше.
Управление процессом нагрева
Современные системы управления позволяют творить чудеса, но базовый принцип остаётся: нужно регулировать подачу пара для поддержания заданной температуры в реакторе. Самый простой способ — регулирующий клапан на линии пара с обратной связью от датчика температуры в реакционной массе. Но и здесь есть ловушки. Датчик должен стоять в правильном месте, где он чувствителен к изменениям, а не в мёртвой зоне. И инерция системы большая: пар подался — нагрев пошёл не сразу, клапан закрылся — пар в рубашке ещё есть и продолжает конденсироваться.
Поэтому хорошая практика — каскадное регулирование. Один контур следит за температурой в реакторе и задаёт уставку для второго контура, который регулирует давление пара в рубашке. Так система становится более устойчивой. Но это требует более сложной настройки. На старых производствах часто работают в ручном режиме или с примитивными регуляторами, полагаясь на опыт оператора. Это работает, пока не сменится смена или не изменится сырьё.
Ещё один аспект — стартовый прогрев. Если загрузить холодный реактор холодным сырьём и сразу дать полный поток пара, можно получить огромные термические напряжения. Лучше практиковать постепенный нагрев, ограничивая давление пара на старте. Некоторые современные АСУТП имеют специальные программы запуска для этого. В описании ООО Цзянсу Жуйлинь Оборудование Технологии упоминается монтаж и послепродажное обслуживание. Именно на этапе пусконаладки такие компании могут правильно настроить эти программы, исходя из конкретной технологии заказчика, а не просто сдать ?железо?.
Энергоэффективность и утилизация конденсата
Сегодня просто нагреть — мало. Нужно нагреть эффективно. Основные потери — это, конечно, конденсат. Если его температура на выходе из рубашки близка к температуре насыщенного пара, значит, мы хорошо использовали теплоту парообразования. Но часто конденсат выходит переохлаждённым, то есть мы зря потратили энергию на его остывание ниже точки кипения. Правильно подобранный и установленный конденсатоотводчик — ключ к решению.
Далее, куда девать этот конденсат? Идеально — возвращать его в котельную. Это экономит и воду, и энергию на её подогрев. Но для этого он должен быть чистым. Если есть риск загрязнения из-за протечки внутреннего сосуда, то нужны системы контроля качества конденсата (например, по электропроводности). Загрязнённый конденсат сбрасывать в канализацию — это и потери, и проблемы с экологами.
Иногда для повышения эффективности используют паровые аккумуляторы или системы рекуперации тепла от конденсата для предварительного подогрева сырья. Но это уже для крупнотоннажных и энергоёмких производств. Окупаемость нужно считать. В любом случае, проектируя систему химический реактор нагреть паром, об этом нужно думать сразу, а не потом прикручивать. Компании, которые занимаются полным циклом, включая разработку, как та же ООО Цзянсу Жуйлинь, обычно предлагают комплексные решения, просчитывая эти моменты на этапе ТЗ.
Резюме: не пар, а система
В итоге, что хочется сказать? Нагрев реактора паром — это не про трубу с паром. Это про систему. От качества пара и его подготовки, до конструкции теплообменной поверхности, материалов, обвязки, управления и утилизации отходов тепла. Каждый элемент важен. Игнорирование одного из них ведёт к потерям: времени, денег, а иногда и к безопасности.
Опыт, в том числе негативный, показывает, что лучше один раз вложиться в грамотный проект и качественное оборудование у ответственного производителя-интегратора, чем годами латать дыры и компенсировать недочёты повышенными затратами на энергоносители и ремонты. Особенно это касается нестандартных процессов.
Поэтому, когда рассматриваешь варианты, стоит смотреть не только на ценник аппарата, но и на компетенции поставщика: может ли он спроектировать систему под твою задачу, смонтировать её и поддерживать. Как раз те компании, которые, как указано на ruilin.ru, объединяют исследования, производство и сервис, часто оказываются более выгодными партнёрами в долгосрочной перспективе. Они видят процесс целиком, а не свою отдельную сборочную операцию. И это в нашей работе решает всё.
Соответствующая продукция
Соответствующая продукция






Самые продаваемые продукты
Самые продаваемые продукты-
 Экстракционный куб с двумя конусами
Экстракционный куб с двумя конусами -
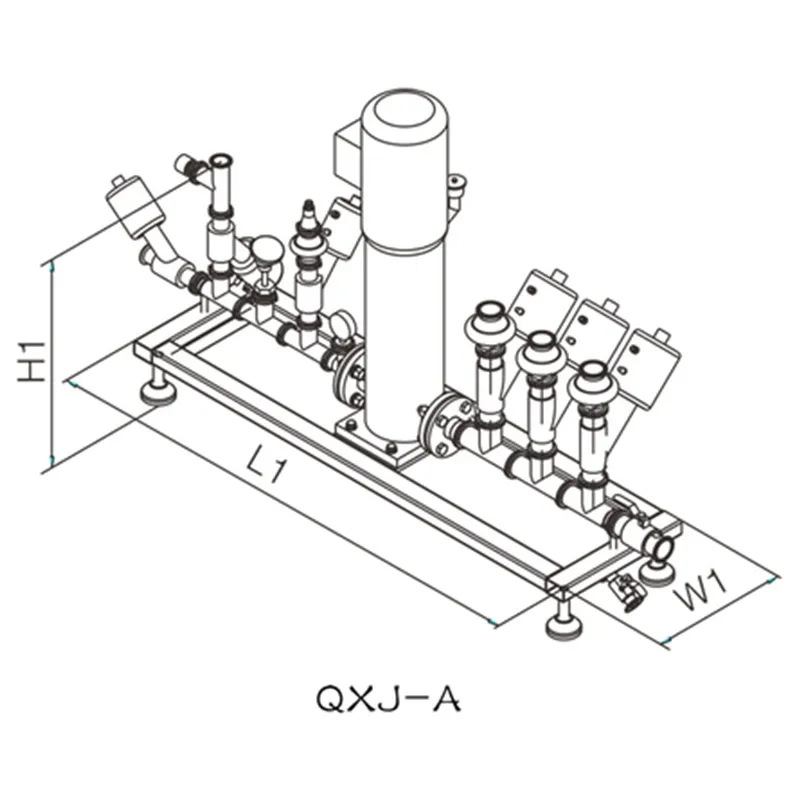
 Загрузочная труба для обкаточной машины
Загрузочная труба для обкаточной машины -
 Высокоскоростная центробежная распылительная сушилка
Высокоскоростная центробежная распылительная сушилка -
 Стационарный подъемный загрузчик
Стационарный подъемный загрузчик -
 Одностойковый подъемный смеситель
Одностойковый подъемный смеситель -
 Двухконическая вращающаяся вакуумная сушилка
Двухконическая вращающаяся вакуумная сушилка -
 Гидравлический вакуумный гранулятор
Гидравлический вакуумный гранулятор -
 Многофункциональный рекуперационно-концентрирующий аппарат для спирта
Многофункциональный рекуперационно-концентрирующий аппарат для спирта -
 Распылительная сушилка для экстрактов традиционной китайской медицины
Распылительная сушилка для экстрактов традиционной китайской медицины -
 Многоцелевая моечная машина
Многоцелевая моечная машина -
 Реактор для исходного сырья
Реактор для исходного сырья -
 Генератор чистого пара
Генератор чистого пара
Связанный поиск
Связанный поиск- реактор химический для варки мастики битумной
- классификация химических реакторов
- прочее вспомогательное оборудование
- Многофункциональный гранулятор-обкатчик
- ремни привода вспомогательного оборудования
- средство для промывки теплообменников систем отопления
- вакуумный загрузчик сыпучих
- 8 вспомогательное оборудование
- Многоступенчатая пластинчатая выпарная установка для концентрирования
- теплообменник системы охлаждения двигателя





