

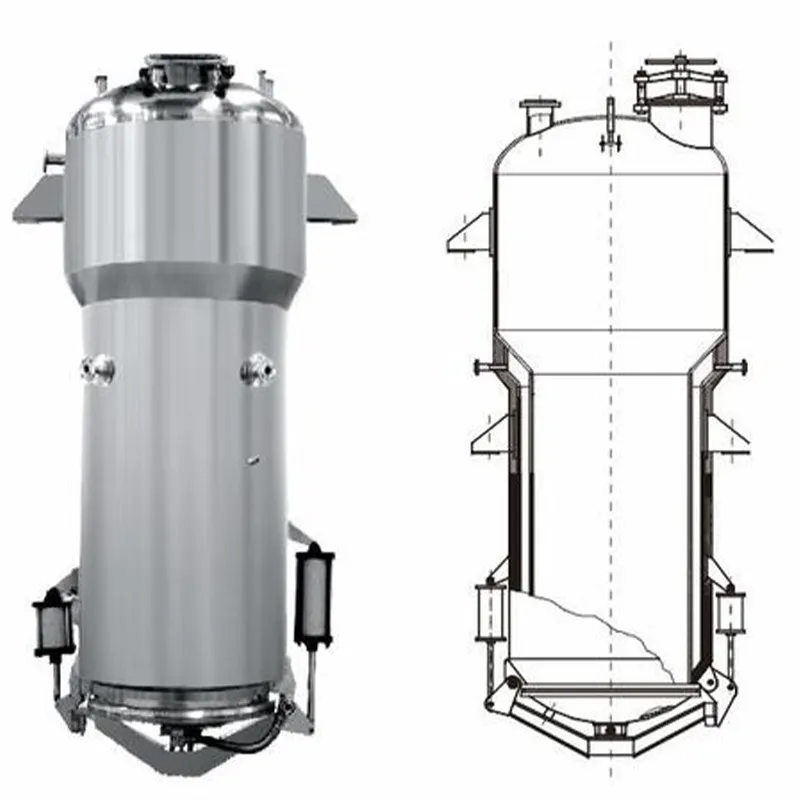
Прямоконический экстракционный куб
Когда говорят о прямоконическом экстракционном кубе, многие сразу представляют себе просто бак с рубашкой и конусом внизу. Но в этой, казалось бы, простой форме скрывается масса деталей, которые и определяют, будет ли аппарат эффективно работать или станет источником постоянных головных болей для технолога. Самый частый промах — недооценка угла конуса и его сопряжения с цилиндрической частью. Слишком пологий — и у вас застой, слишком крутой — и возникают проблемы с равномерным прогревом и гидродинамикой. Это не теория, а то, с чем сталкиваешься на практике, когда пытаешься добиться стабильного выхода экстракта без перерасхода сырья.
Геометрия как основа процесса
Взял я как-то заказ на проектирование линии для настоек. Заказчик хотел максимальную эффективность, но при этом ограниченный бюджет. Стандартные цилиндро-конические аппараты не подходили по габаритам в цех. Решили делать акцент именно на прямоконический экстракционный куб. Казалось бы, что сложного? Однако, когда начали считать, выяснилось, что угол в 60 градусов, который часто берут ?по умолчанию?, для их сырья — корней с высокой вязкостью экстракта — категорически не подходит. Масса ?залипала?, требовалась постоянная механическая помощь, то есть установка мешалки, что сводило на нет экономию.
Пришлось углубиться в литературу и, что важнее, опросить коллег, кто работал с подобными материалами. Выяснилось, что оптимальный диапазон для таких задач — 75-80 градусов. Это обеспечивает достаточный сход продукта, но при этом не создает ?мертвой зоны? у штуцера выгрузки. Мы сделали макет из прозрачного пластина и гнали через него модель жидкости с крахмалом. Нагляднее любого расчета — видишь, где образуются завихрения, где застой.
В итоге, для того заказа мы остановились на 78 градусах. Аппарат, кстати, изготавливали по нашим чертежам на ООО Цзянсу Жуйлинь Оборудование Технологии. Их сайт ruilin.ru я нашел, когда искал производителя, готового к нестандартным решениям, а не только к штамповке типовых моделей. Их подход как научно-производственного предприятия, где есть и разработка, и своё производство, сыграл роль — были готовы обсуждать инженерные нюансы, а не просто продать что есть.
Материалы и теплообмен: где экономить нельзя
Второй критичный момент — рубашка. Или змеевик. Для прямоконического экстракционного куба с его формой равномерность прогрева — отдельная песня. Если для цилиндра можно рассчитать стандартную рубашку, то здесь, особенно в зоне перехода от цилиндра к конусу, часто возникают холодные пятна. Сырье там прогревается хуже, экстракция идет неравномерно.
Однажды видел, как пытались сэкономить и сделали рубашку только на цилиндрической части, рассуждая, что конус и так прогреется за счет теплопроводности от верхней части. Это была ошибка. В конусе скапливалась наиболее плотная, богатая экстрактивными веществами фракция, и из-за недостатка температуры вязкость там была выше, что приводило к неполному извлечению. Потери были значительными.
Поэтому сейчас я всегда настаиваю либо на полноценной рубашке, охватывающей весь аппарат, включая конус, либо на комбинации: рубашка на цилиндре + змеевик в конической части. Да, это дороже. Но дешевле, чем через месяц останавливать производство на переделку или мириться с 15-20% потерей продукта. Кстати, в упомянутой компании ООО Цзянсу Жуйлинь Оборудование Технологии как раз предлагают разные варианты исполнения теплообменных поверхностей, что удобно — можно подобрать под конкретный процесс и бюджет, но без фатальных компромиссов в эффективности.
Монтаж и обвязка: мелочи, которые решают всё
Самый красивый и правильно рассчитанный куб можно испортить на этапе монтажа. Особенно это касается выгрузного штуцера. Его диаметр и расположение — не мелочь. Слишком высоко поставишь — в конусе останется слой продукта, слишком низко — риск засорения. Нужно четко под сырье подбирать.
Был у меня опыт, когда после монтажа линии заказчик пожаловался на долгую выгрузку. Приехал, смотрю: штуцер DN50, вроде нормально. Но забыли про вентиль! Поставили стандартный задвижной клиновый, а у них густая суспензия с волокнами. Он работал на 30% своего проходного сечения, просто потому что конструкция не для таких сред. Заменили на шаровой полнопроходной — проблема ушла. Казалось бы, ерунда, но из-за такой ?ерунды? простой линии на час после каждого цикла.
Еще один нюанс — опоры. Прямоконический экстракционный куб — аппарат высокий и с смещенным центром тяжести (конус с продуктом внизу). Неправильно рассчитанные опоры или их крепление к фундаменту приводят к вибрациям, особенно при работе мешалки. Это не просто шум — это усталостные нагрузки на сварные швы, это риск разгерметизации.
Из практики: случай с эфирными маслами
Хочу привести пример, где форма куба сыграла ключевую роль. Делали мы установку для извлечения эфирных масел из цитрусовой цедры методом паровой дистилляции, но с предварительной мацерацией. Нужен был аппарат, где можно и выдержать сырье в гидролите, и потом эффективно отогнать паром, минимизировав ?мокрый? остаток.
Классический цилиндрический куб с плоским днищем не подходил — остаток был велик, дорогое сырье терялось. Цилиндро-конический с небольшим конусом тоже не давал нужного осушения. Остановились на ярко выраженном прямоконическом экстракционном кубе с углом конуса около 85 градусов. Это позволило сконцентрировать отработанную массу в минимальном объеме у выгрузки. Плюс, коническая форма улучшила динамику прохождения пара через слой сырья — не было застойных каналов, пар распределялся более равномерно, выход масла по факту оказался на 7-8% выше расчетного.
Но и проблему выявили. При такой крутизне конуса сырье (размокшая цедра) при остановке иногда ?запирало? выгрузной штуцер, создавая пробку. Решили установить небольшой ревизионный люк-лаз напротив штуцера на конической части, чтобы в крайнем случае можно было прочистить. Иногда такие простые механические решения надежнее любой автоматики.
Мысли на будущее и интеграция в линии
Сейчас все чаще думают не об отдельном аппарате, а о всей технологической цепочке. Прямоконический экстракционный куб в этом смысле — идеальный кандидат для автоматизации и включения в CIP-мойку. Его гладкая форма без резких переходов (если, конечно, грамотно сделано сопряжение цилиндра и конуса) хорошо промывается, нет мест, где бы застревали частицы.
Видел интересное решение в одной из линий, где несколько таких кубов работали каскадом. Выгрузка из одного шла самотеком в следующий на дозирование следующей порции сырья. За счет одинаковой конической геометрии и правильно рассчитанных уклонов трубопроводов удалось избежать установки дополнительных насосов для перекачки плотных масс, что снизило и стоимость, и риски измельчения продукта (что критично, например, для трав).
Если возвращаться к производителям, то для таких комплексных задач важно выбирать партнера, который понимает не просто металлообработку, а технологию. Когда компания, как ООО Цзянсу Жуйлинь Оборудование Технологии, позиционирует себя как научно-производственное предприятие с полным циклом от НИОКР до монтажа и сервиса, это дает надежду, что они смогут осмыслить твою задачу в комплексе. Не просто продать куб, а предложить, как лучше его встроить, какой арматурой обвязать, чтобы он раскрыл свой потенциал. В нашем деле такие детали и определяют грань между работающим оборудованием и эффективным технологическим решением.
В общем, прямоконический экстракционный куб — аппарат далеко не примитивный. Его кажущаяся простота обманчива. Каждый градус угла, каждый сантиметр расположения штуцера, выбор материала рубашки — все это плод не только расчетов, но и, в большой степени, накопленного, часто горького, опыта. И этот опыт как раз и заключается в понимании, что идеальной формы ?на все случаи? не существует, а есть грамотная адаптация под конкретную задачу, сырье и желаемый результат.
Соответствующая продукция
Соответствующая продукция







Самые продаваемые продукты
Самые продаваемые продукты-
 Крестообразная тележка
Крестообразная тележка -
 Трехмерный ротационный смеситель
Трехмерный ротационный смеситель -
 Многоцелевая моечная машина
Многоцелевая моечная машина -
 Гидравлический подъемный гранулятор-транспортер
Гидравлический подъемный гранулятор-транспортер -
 Грибовидный экстракционный куб
Грибовидный экстракционный куб -
 Высокий гранулятор с мокрым смешиванием
Высокий гранулятор с мокрым смешиванием -
 Полностью автоматическая импульсная вакуумная сушилка
Полностью автоматическая импульсная вакуумная сушилка -
 Гранулятор с псевдоожиженным слоем
Гранулятор с псевдоожиженным слоем -
 Пластинчатое оборудование для концентрирования
Пластинчатое оборудование для концентрирования -
 Вакуумный загрузчик
Вакуумный загрузчик -
 Колонна для рекуперации спирта
Колонна для рекуперации спирта -
 Квадратный ковш для таблеток
Квадратный ковш для таблеток
Связанный поиск
Связанный поиск- моечная машина оборудования
- вакуумная сушилка для продуктов
- оборудование для сушки сырья
- Передвижной подъемный загрузчик
- различное вспомогательное оборудование
- Мобильный бункер-смеситель LDS
- подготовка рабочего и вспомогательного оборудования
- вспомогательное оборудование общественного питания
- оборудование для смешивания смесей
- примеры химических реакторов





