

Промышленный электрический многоступенчатый дистиллятор воды
Когда слышишь ?промышленный электрический многоступенчатый дистиллятор воды?, многие представляют себе просто большой чайник, который греет и испаряет воду. Это, пожалуй, самое распространённое и опасное упрощение. На деле, между таким восприятием и реальной работой агрегата — пропасть, в которой теряются и бюджет, и качество продукта. Сам через это прошёл, когда лет десять назад впервые столкнулся с заказом на систему очистки для фармкомпании. Тогда думал, главное — производительность по паспорту. Ошибся. Ключевое — это именно ?многоступенчатость? и её реализация в промышленных, а не лабораторных, масштабах.
Что скрывается за ?многоступенчатостью? на практике
В теории всё гладко: несколько последовательных камер испарения-конденсации, на выходе — апирогенная вода. Но в цеху, при круглосуточной нагрузке, этапы начинают жить своей жизнью. Например, переход от первой ступени ко второй. Если тепловой баланс рассчитан с запасом ?впритык?, любое колебание напряжения или температуры входящей воды (особенно зимой) сбивает весь ритм. Вторая ступень недополучает энергию, конденсат не соответствует заявленной чистоте. Приходится либо занижать общую производительность, либо ставить дополнительные ТЭНы на перемычки, что изначально не заложено в типовых проектах.
Здесь часто ошибаются, думая, что больше ступеней — всегда лучше. Для электроники, где нужна сверхчистая вода, может и да. Но для пищевого или фармацевтического производства, где важен и объём, и скорость, и экономичность, оптимально 3-4 ступени. Пятая и шестая дают мизерный прирост качества, но съедают на 30-40% больше энергии, а их обслуживание (очистка от накипи, замена прокладок) усложняется в разы. Видел установки с шестью ступенями, которые половину времени простаивали из-за чистки — экономический абсурд.
Один из нюансов, о котором редко пишут в каталогах, — материал перегородок между ступенями. Нержавейка нержавейке рознь. В агрессивной среде постоянного парообразования и конденсата дешёвая сталь 08Х13 (она же AISI 409) может начать ?сыпаться? уже через год-полтора, появляются точки коррозии. Это не просто эстетика — это прямой риск микробиологического загрязнения. Для долгосрочной работы нужна сталь типа 316L (AISI 316L), особенно в критических узлах. Но и это не панацея — если сварные швы сделаны без защиты аргоном, проблемы начнутся именно там.
Электрический нагрев: плюсы, которые могут обернуться минусами
Выбор электрического нагрева вместо парового казался мне изначально более простым и чистым решением. Не нужен котел, паропроводы, меньше согласований. И да, для средних мощностей, скажем, до 500 литров в час, это часто оправдано. Но есть подводный камень — локальный перегрев. ТЭНы, даже погружные, создают зоны с температурой значительно выше 100°C. Если в воде есть даже следы органики (а в муниципальной воде они почти всегда есть), происходит её ?прикипание? к нагревательным элементам и стенкам первой камеры. Образуется не просто накипь, а плотный, трудноудаляемый органико-минеральный слой, который резко снижает КПД.
Боролись с этим по-разному. Пробовали системы автоматической промывки кислотой — помогает, но требует сложной автоматики и нейтрализации стоков. Более элегантное, на мой взгляд, решение — это предварительная подготовка воды. Не просто фильтр-колба с картриджем, а полноценная система обратного осмоса перед дистиллятором. Да, это удорожает проект на 15-20%, но увеличивает межсервисный интервал в разы и защищает дорогостоящие ТЭНы. Для промышленника, считающего совокупную стоимость владения, это часто выгоднее.
Ещё один момент — энергопотребление. Промышленный электрический многоступенчатый дистиллятор воды — серьёзный потребитель. При расчётах нужно закладывать не только номинальную мощность, но и пусковые токи, особенно при частых включениях/выключениях (если производство циклическое). Однажды столкнулся с ситуацией, где щитовая на объекте просто не была рассчитана на одновременный пуск дистиллятора и холодильной установки — выбивало автоматы. Пришлось переделывать схему питания и вводить плавный пуск.
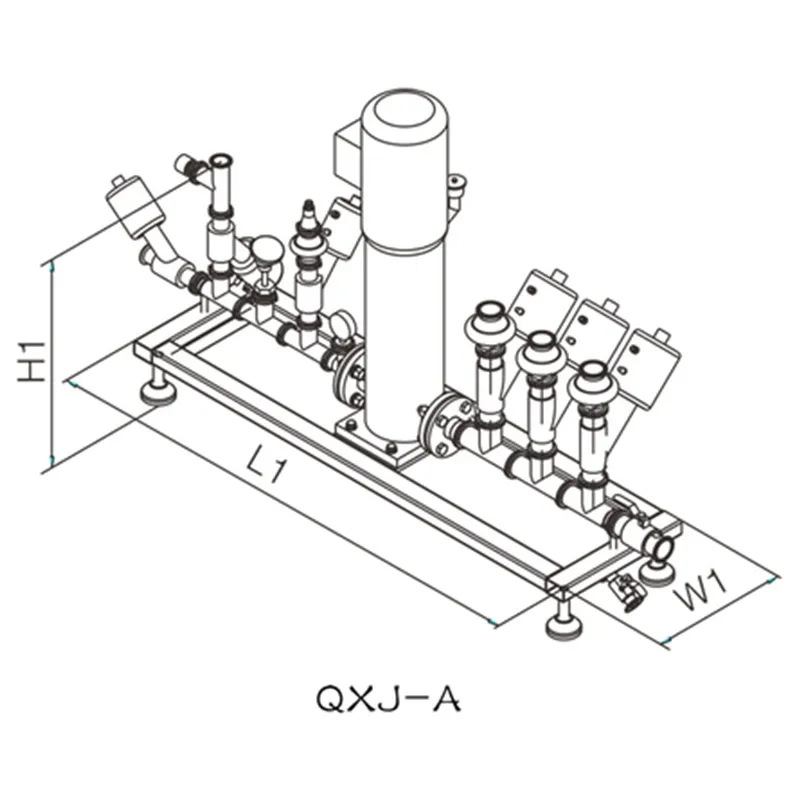
От чертежа до цеха: монтаж как критическая фаза
Даже самый продуманный аппарат можно испортить при монтаже. Самый частый косяк — неправильная обвязка трубопроводов подвода исходной воды и отвода дистиллята. Трубы должны иметь обязательный уклон, а в самых нижних точках — дренажные краны для полного слива системы на время простоя. Конденсат не должен застаиваться в трубах — это рассадник бактерий. Видел монтаж, где ?от фарша? делали красивые петли и подъёмы — потом заказчик месяцами боролся с превышением по общему органическому углероду (TOC) в конечном продукте. Причина — биоплёнка в трубках после дистиллятора.
Второе — вибрация. Электромагнитные клапаны, циркуляционные насосы — всё это создаёт микровибрацию. Если аппарат стоит просто на ножках на бетонном полу, со временем эта вибрация может ослабить фланцевые соединения, особенно на смотровых окнах и датчиках уровня. Рекомендую всегда использовать виброизолирующие прокладки, а ещё лучше — жёсткое крепление к несущей раме, которая уже стоит на демпферах. Мелочь, но она спасает от внезапных ?мокрых? сюрпризов посреди ночной смены.
И конечно, доступ для обслуживания. Конструкторы часто экономят на габаритах, ?упаковывая? всё плотно. Но технологу или механику нужно место, чтобы дотянуться до задвижки, снять крышку камеры для инспекции, проверить датчик. Минимальный зазор вокруг аппарата — метр. И это не прихоть, а требование безопасности и ремонтопригодности. Участвовал в запуске линии, где доступ к задней панели управления был перекрыт другой ёмкостью — в итоге для любой проверки приходилось останавливать половину участка.
Пример из практики и работа с поставщиками
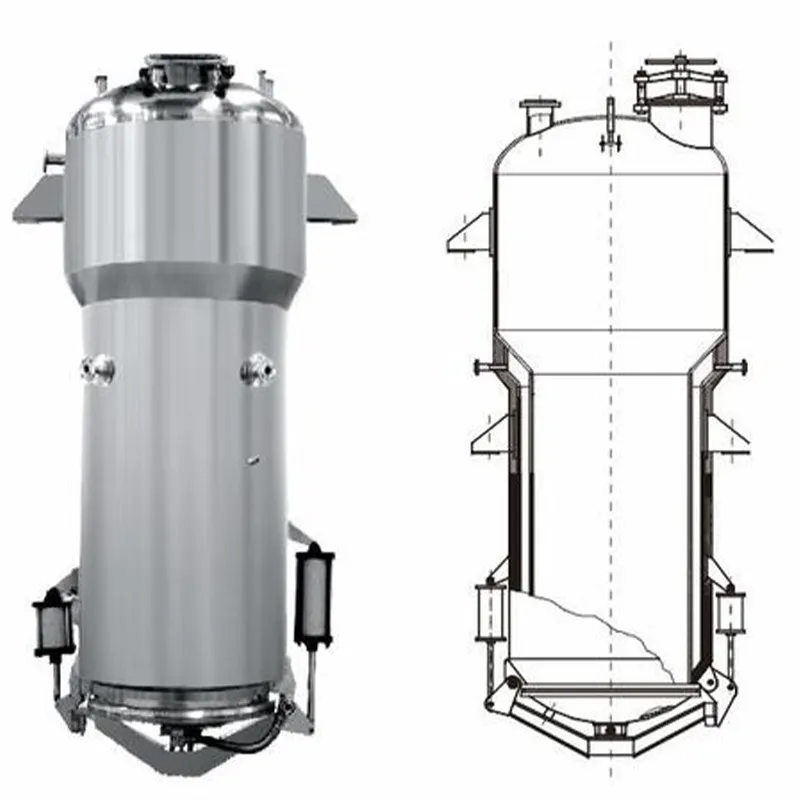
Хороший пример грамотного подхода — оборудование от ООО Цзянсу Жуйлинь Оборудование Технологии. Работал с их установками на одном из предприятий по производству инфузионных растворов. Не буду говорить, что всё было идеально, но чувствовался именно инженерный, а не ?сборочный? подход. Например, в их промышленных электрических многоступенчатых дистилляторах воды серии RLD использована модульная конструкция ступеней. Это значит, что при необходимости можно было относительно легко демонтировать одну камеру для ремонта, не разбирая всю линию. Сэкономили кучу времени.
Важный момент — их сайт https://www.ruilin.ru — это не просто каталог. Там есть разделы с реальными схемами обвязки, рекомендациями по подготовке воды, даже примерами паспортов качества на выходную воду. Для инженера-проектировщика это ценно. Компания позиционирует себя как научно-производственное предприятие, и в деталях это видно: например, в использовании цельнотянутых, а не сварных труб для паропроводов внутри аппарата, или в конструкции дефлегматора, который позволяет тонко регулировать флегмовое число для разных режимов работы.
Но и тут без ложки дёгтя не обошлось. В первых поставках были проблемы с совместимостью их контроллеров с нашей системой SCADA. Пришлось ?допиливать? протокол обмена данными. Их сервисные инженеры отреагировали быстро, прислали обновление прошивки, но на это ушло две недели простоя. Вывод: при заказе любого, даже хорошо зарекомендовавшего себя оборудования, как у ООО Цзянсу Жуйлинь Оборудование Технологии, нужно заранее, на стадии техзадания, оговаривать все детали интеграции в существующую АСУТП. Не надеяться на ?стандартный Modbus? — он бывает очень разным.
Итоговые мысли: не гнаться за цифрами, считать жизнь в циклах
Главное, что понял за годы работы с такими системами — промышленный электрический многоступенчатый дистиллятор воды это не товар, который покупают по спецификации. Это процессное звено, живой организм в линии. Его выбор — это поиск баланса между чистотой воды, требуемой технологическим регламентом, стоимостью киловатта в конкретном регионе, квалификацией обслуживающего персонала и планами по расширению производства.
Не стоит гнаться за максимальной степенью очистки, если вашему производству достаточно воды класса очистки 2 (по ФС.2.2.0020.15, например). И наоборот, если делаете инъекционные препараты, экономия на материале камер или системе валидации выйдет боком при первой же проверке Росздравнадзора. Считайте не стартовую цену, а стоимость за весь жизненный цикл: энергия, реагенты для очистки, запасные части, простой.
И последнее. Всегда, в любой проект, закладывайте возможность взятия проб не только на выходе из аппарата, но и между ступенями. Это ваша главная диагностическая точка. Внезапный скачок электропроводности после третьей ступени укажет на проблему именно там, а не заставит вас гадать, виноват ли предфильтр или сам дистиллятор. Эта простая мера сэкономила мне, наверное, сотни часов поиска неисправностей. А время, как известно, — самый дорогой ресурс в промышленности.
Соответствующая продукция
Соответствующая продукция






Самые продаваемые продукты
Самые продаваемые продукты-
 Пневмоэлектрический дисковый затвор для порошков
Пневмоэлектрический дисковый затвор для порошков -
 Двухкорпусной энергосберегающий концентратор
Двухкорпусной энергосберегающий концентратор -
 Квадратно-конический смеситель
Квадратно-конический смеситель -
 Силиконовый соединительный рукав
Силиконовый соединительный рукав -
 Реактор для исходного сырья
Реактор для исходного сырья -
 Экстракционный куб с двумя конусами
Экстракционный куб с двумя конусами -
 Теплонасосный двухкорпусной энергосберегающий концентратор
Теплонасосный двухкорпусной энергосберегающий концентратор -
 Многоцелевая моечная машина
Многоцелевая моечная машина -
 Мини-смеситель
Мини-смеситель -
 Дробилка-гранулятор
Дробилка-гранулятор -
 Полностью автоматическая импульсная вакуумная сушилка
Полностью автоматическая импульсная вакуумная сушилка -
 Многокорпусный дистиллятор воды с электрическим нагревом
Многокорпусный дистиллятор воды с электрическим нагревом
Связанный поиск
Связанный поиск- вспомогательного оборудования в случае эксплуатации опо
- переносные и передвижные электроприемники вспомогательное оборудование
- лабораторный химический реактор
- вспомогательное оборудование аэс
- реактор химический для варки мастики битумной
- вспомогательное строительное оборудование
- вспомогательное оборудование котельной установки
- тема вспомогательное оборудование
- химический реактор нагреть паром
- основное и вспомогательное оборудование тепловых сетей





