

принцип работы химических реакторов
Когда говорят о принципе работы химических реакторов, многие сразу представляют себе идеальные кривые, уравнения материального баланса и кинетические модели. На бумаге всё сходится, а в цеху — совсем другая история. Самый частый прокол — считать, что если ты рассчитал теоретическое время пребывания и подобрал катализатор, то реактор будет работать как часы. Забывают про реальные факторы: неравномерность распределения потока из-за неидеальной конструкции распределительных устройств, локальные перегревы, которые не покажет ни одна термопара, и банальное изменение качества сырья от партии к партии. Вот об этих нюансах, которые не всегда пишут в учебниках, но которые решают успех всего процесса, и хочется порассуждать.
От чертежа к металлу: где теория сталкивается с практикой
Возьмём, к примеру, классический непрерывный реактор идеального смешения (CSTR). В теории — полное перемешивание, однородность по составу и температуре в любой точке. На практике добиться этого ?идеального смешения? — целое искусство. Типичная ошибка — экономия на мешалке. Ставят двигатель послабее или лопасти не той конфигурации, экономят киловатты. В итоге в углах аппарата, особенно если он с рубашкой или змеевиком, образуются застойные зоны. Там реакционная масса может ?застаиваться?, продолжать реагировать дольше расчётного времени, что ведёт к падению селективности, повышению выхода побочных продуктов. Видел такое на одном производстве промежуточных продуктов для фармацевтики — из-за этого потом месяцами не могли выйти на паспортную чистоту продукта.
Или другой аспект — теплообмен. Принцип работы реактора неразрывно связан с тепловым режимом. Экзотермическая реакция, казалось бы, простая задача для рубашки охлаждения. Но если конструкция рубашки не обеспечивает равномерный отвод тепла по всей высоте реактора, возникают локальные перегревы. Материал у стенки может ?подгорать?, образовывать полимерные плёнки или кокс, которые резко снижают коэффициент теплопередачи. Со временем это приводит к необходимости частых остановок на механическую очистку. Мы как-то работали с компанией ООО Цзянсу Жуйлинь Оборудование Технологии (https://www.ruilin.ru) над модернизацией именно таких аппаратов. Их подход, как научно-производственного предприятия, интересен: они не просто продают оборудование, а смотрят на весь цикл — от разработки до монтажа и обслуживания. Предложили нестандартное решение с комбинированным теплообменом (рубашка + погружные змеевики особой формы), что позволило сгладить температурный градиент. Но и это решение родилось не сразу, были и неудачные пробы с разным расположением труб.
Здесь важно понимать, что принцип работы — это не статичная картинка. Это динамика. То, как ведёт себя система при пуске, остановке, изменении нагрузки. Например, при резком увеличении подачи сырья в том же CSTR, концентрация реагента внутри мгновенно не изменится — есть инерция. А в трубчатом реакторе (PFR) фронт концентрации пойдёт по аппарату с задержкой. Если система автоматизации не учитывает эту динамику, можно легко вывести процесс за пределы безопасного режима. Часто проектировщики закладывают слишком быстродействующую АСУ, которая начинает ?дергаться?, пытаясь идеально выдержать параметры, и только дестабилизирует процесс. Иногда лучше немного сгладить управляющее воздействие, позволить параметрам немного ?плавать? в безопасном коридоре.
Катализ: сердце процесса и его аритмия
Говоря о принципе работы, нельзя обойти каталитические системы. Особенно в реакторах с неподвижным слоем катализатора. Казалось бы, засыпал гранулы, обеспечил равномерное распределение газа или жидкости — и работай. Но на практике засыпка слоя — это критически важная операция. Неравномерная плотность укладки приводит к каналообразованию: поток идёт по пути наименьшего сопротивления, минуя часть катализатора. В этих ?мёртвых? зонах не идёт реакция, но может идти спекание или отравление катализатора. А в активных каналах — слишком высокая линейная скорость, что ведёт к преждевременному истиранию гранул и росту перепада давления.
Отработка катализатора — отдельная боль. Многие думают, что это постепенный, линейный процесс. На деле часто бывает так: первые недели активность даже растёт (проходит ?раскачка?), потом плато, а потом может наступить резкое падение из-за какого-нибудь разового события — попадания примеси в сырьё, скачка температуры. Принцип работы реактора в таком случае меняется фундаментально: меняется профиль температур по слою, смещается зона протекания реакции. Если не скорректировать режим (например, не повысить температуру на входе), то выход продукта упадёт катастрофически. Но и повышать температуру надо с умом, чтобы не ускорить процессы дезактивации.
У нас был случай на установке гидроочистки. После замены партии катализатора (той же марки!) выход стал ниже. Стали разбираться. Оказалось, новая партия имела чуть меньшую механическую прочность. Под нагрузкой слоя гранулы немного деформировались, уплотнились, что увеличило перепад давления. Операторы, чтобы сохранить прежнюю производительность, немного подняли давление на входе. Это привело к изменению гидродинамики и, как следствие, к смещению оптимальной зоны реакции. Проблему решили не регулировками, а пересыпкой слоя с контролем плотности. Мелочь? Нет, типичная практическая деталь, которая и определяет принцип работы в реальных условиях.
Материалы: что скрывается за маркой стали
Часто, обсуждая принцип работы химических реакторов, упускают материальную составляющую. Выбрали аппарат из нержавейки 316L — и всё. Но коррозия — коварная штука. Она может быть не общей, а местной: щелевой, под отложениями, межкристаллитной. В зоне сварного шва, где структура металла меняется, может начаться точечная коррозия, которая со временем превратится в свищ. Особенно опасны среды с ионами хлора, даже в следовых количествах.
Один из самых поучительных инцидентов был связан с реактором для производства органического промежуточного продукта. Среда — органическая кислота, умеренная температура. Аппарат из 316L. Через полгода работы на швах рубашки охлаждения появились микротечи. При вскрытии обнаружилась сетка трещин. Причина — коррозионное растрескивание под напряжением. Оказалось, при монтаже аппарат немного ?подтягивали? для соосности с коммуникациями, создав остаточные механические напряжения в металле. В сочетании со средой этого хватило. Принцип работы тут ни при чём, но именно такие практические огрехи монтажа сводят на нет все теоретические расчёты. Поэтому ценен подход, когда одна компания ведёт проект от разработки до монтажа, как у упомянутой ООО Цзянсу Жуйлинь Оборудование Технологии. Они, как интегрированное научно-производственное предприятие, могут нести ответственность за весь цикл, что снижает риски таких ?стыковочных? проблем.
Ещё момент — эрозия. В аппаратах с кипящим слоем или с высокоскоростными потоками частицы катализатора или продукта действуют как абразив. Со временем они могут сточить внутренние элементы, распределительные тарелки, что опять же меняет гидродинамику. Контроль толщины стенок ультразвуком — не прихоть, а необходимость. Но часто его проводят слишком редко, только во время плановых капремонтов. А процесс деградации идёт постоянно.
Контроль и управление: глаза и уши оператора
Принцип работы химического реактора реализуется через систему контроля. И здесь есть огромная пропасть между тем, что показывают датчики, и тем, что происходит внутри. Возьмём температуру. Ставят несколько термопар по высоте. Но термопара измеряет температуру в одной точке. А что между ними? Может быть локальный экзотермический пик, который ?пройдёт? между датчиками и не будет зафиксирован. Современные методы, типа волоконно-оптического распределённого измерения температуры, дороги и не всегда применимы. Поэтому опытный технолог всегда смотрит не на абсолютные значения, а на тренды и на соотношения между показаниями разных датчиков. Если температура в средней части слоя катализатора растёт быстрее, чем на входе и выходе, это явный сигнал о смещении зоны реакции или о начале спекания катализатора.
Анализ состава. Онлайн-хроматографы — великое дело, но есть задержка по времени. От момента отбора пробы до получения результата может пройти несколько минут. За это время в реакторе может много чего произойти. Поэтому часто приходится опираться на косвенные параметры: перепад давления, изменение потребления теплоносителя, даже на звук работы мешалки или насоса. Да-да, опытный мастер по звуку может определить, не захлебнулся ли реактор, не появилась ли кавитация.
Управление. Автоматика хороша для стабилизации режима. Но при переходных процессах (пуск, остановка, смена сорта) часто требуется ручное вмешательство, основанное на понимании физики процесса. Жёстко запрограммированный алгоритм может дать сбой. Например, при запуске реактора с катализатором его нужно постепенно ?раскачивать?, повышая температуру и подачу сырья по определённой программе, чтобы избежать термического шока. Если оператор слепо доверится автоматике, которая выведет параметры на рабочий режим за минуты, можно угробить дорогостоящий катализатор в первый же день. Принцип работы здесь трансформируется в принцип управления, который должен быть гибким и адаптивным.
Безопасность: невидимые границы режима
Любой разговор о принципе работы упирается в безопасность. И это не только предохранительные клапаны и мембраны разрыва. Это понимание того, где проходит граница между стабильной работой и разгоном. Для экзотермических реакций критически важно знать тепловые параметры: адиабатический рост температуры, максимальная температура синтеза (MTS). Но эти данные часто получают в калориметрах на малых количествах вещества. В масштабе промышленного реактора теплоотвод хуже, могут сработать другие факторы.
Классическая ошибка — недооценка накопления промежуточных продуктов или побочных соединений. Они могут обладать большей реакционной способностью или термической неустойчивостью, чем основные реагенты. В одном случае на реакторе полимеризации произошёл разгон из-за накопления мономера в ?застойной? зоне возле датчика уровня. Датчик показывал норму, а фактически внизу скопился слой непрореагировавшего мономера. При изменении условий он начал полимеризоваться с огромным тепловыделением. Хорошо, что сработала аварийная подача ингибитора.
Поэтому принцип работы должен включать в себя не только расчёт для целевой реакции, но и анализ потенциальных опасных scenarios для всего, что может физически находиться в аппарате. Это требует глубокого знания химии процесса, а не только его инженерной стороны. Часто этим грешат проектные институты, которые берут готовые технологические регламенты и просто масштабируют оборудование. Нужна обратная связь от эксплуатации, нужны люди, которые видели, как процесс ведёт себя в нештатных ситуациях. Компании, которые, как ООО Цзянсу Жуйлинь Оборудование Технологии, объединяют разработку, производство и обслуживание, находятся в более выгодном положении: они получают эту обратную связь с множества объектов и могут закладывать улучшения в следующие проекты, делая принцип работы реакторов не только эффективнее, но и безопаснее.
В итоге, если возвращаться к началу, принцип работы химического реактора — это живой организм. Это постоянный компромисс между теорией и практикой, между эффективностью и надёжностью, между автоматизацией и человеческим опытом. Его нельзя окончательно рассчитать и забыть. Его нужно чувствовать, наблюдать и постоянно подстраивать под реалии цеха, качества сырья, состояния оборудования. И главный инструмент здесь — не идеальная математическая модель, а внимательный глаз, насмотренность и готовность учиться на своих и чужих ошибках. Именно это превращает инженера из расчётчика в настоящего практика, который может заставить железо и химию работать вместе долго и стабильно.
Соответствующая продукция
Соответствующая продукция







Самые продаваемые продукты
Самые продаваемые продукты-
 Двухкорпусной энергосберегающий концентратор
Двухкорпусной энергосберегающий концентратор -
 Многокорпусный дистиллятор воды с электрическим нагревом
Многокорпусный дистиллятор воды с электрическим нагревом -
 Система приготовления растворов
Система приготовления растворов -
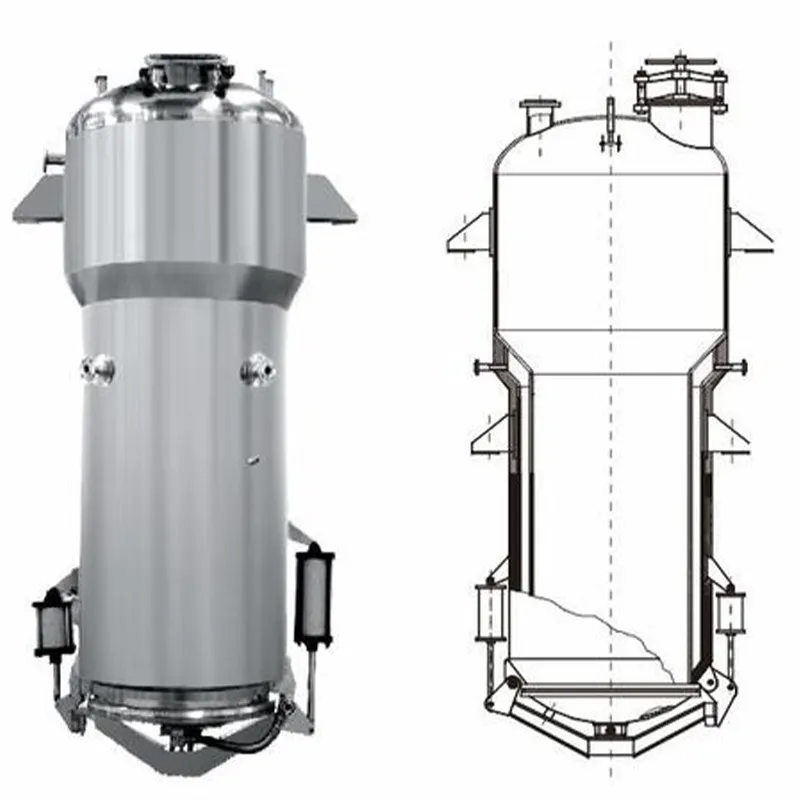 Грибовидный экстракционный куб
Грибовидный экстракционный куб -
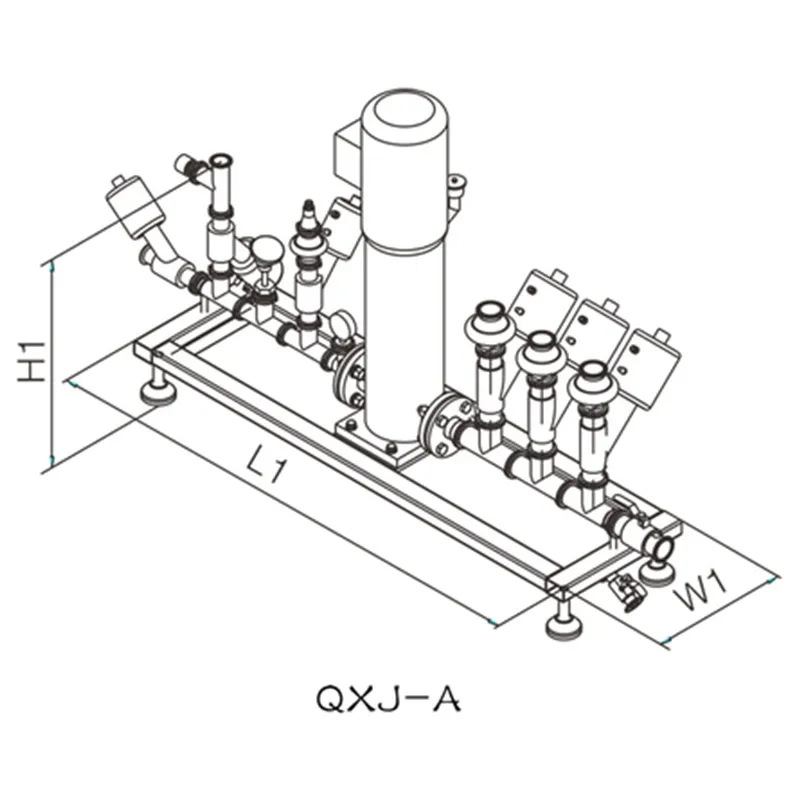
 Система чистых трубопроводов
Система чистых трубопроводов -
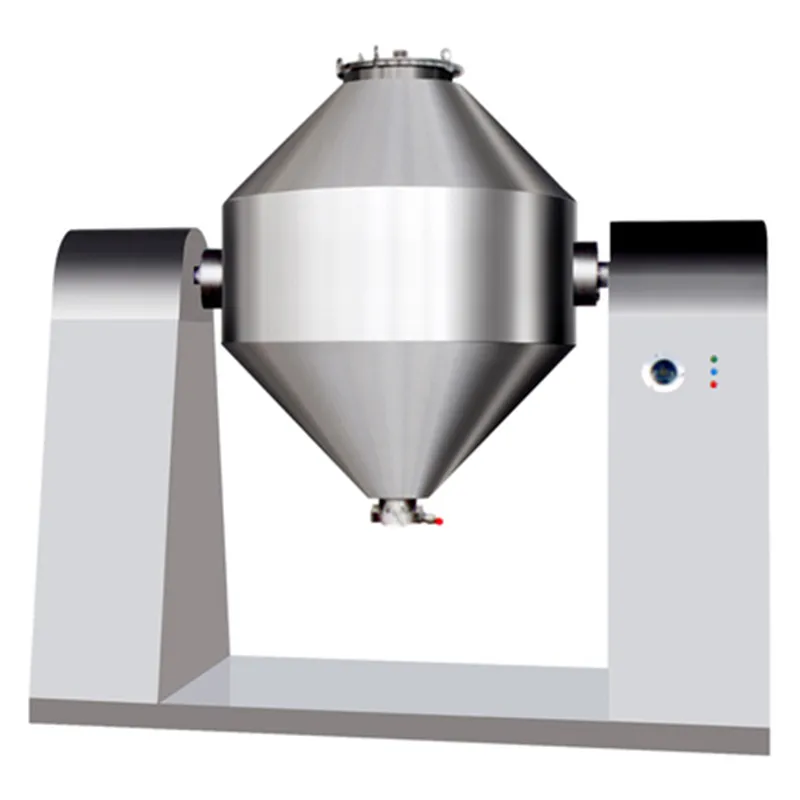 Двухконическая вращающаяся вакуумная сушилка
Двухконическая вращающаяся вакуумная сушилка -
 Распылительная сушилка для экстрактов традиционной китайской медицины
Распылительная сушилка для экстрактов традиционной китайской медицины -
 Теплонасосный двухкорпусной энергосберегающий концентратор
Теплонасосный двухкорпусной энергосберегающий концентратор -
 Вибросито
Вибросито -
 Смесительный ковш зажимного типа
Смесительный ковш зажимного типа -
 Круглый ковш для таблеток
Круглый ковш для таблеток -
 Вакуумный загрузчик
Вакуумный загрузчик
Связанный поиск
Связанный поиск- приборы вспомогательного оборудования
- эксплуатация котлов и вспомогательного оборудования
- вспомогательное торговое оборудование
- сушилка для белья настенная складная вакуумная
- тепломеханическое и вспомогательное оборудование электростанций
- вспомогательное грузоподъемное оборудование
- оборудование для сушки досок
- Многоступенчатая пластинчатая выпарная установка для концентрирования
- Высокий гранулятор с мокрым смешиванием
- прочее вспомогательное оборудование





