

вакуумный загрузчик полимерного
Когда говорят про вакуумный загрузчик для полимеров, многие представляют себе простой агрегат: бункер, насос, шланги. Но на практике разница между 'просто загружает' и 'загружает стабильно, без проблем' — это как небо и земля. Именно в этой разнице кроются все нюансы, которые узнаёшь только после десятка установок и пары неудачных попыток сэкономить на 'чём-нибудь попроще'.
Основная ошибка при выборе: гнаться за цифрами, игнорируя среду
Часто смотрю на техзадания от клиентов: главные параметры — производительность в кг/ч и дальность транспортировки. Конечно, это важно. Но если не учитывать конкретный материал, всё может пойти наперекосяк. Возьмём, к примеру, гигроскопичные полимеры. Тот же ПА6 или ПБТ. Формально любой вакуумный загрузчик их поднимет. Но если в линии нет должной осушки, а в загрузчике не продумана защита от конденсата или всасывания влажного воздуха из цеха — на выходе получим брак. И виноват будет не материал и не сушильный шкаф, а именно эта незаметная точка всасывания влаги на этапе транспортировки.
Был у меня случай на одном производстве изделий из АБС. Ставили систему загрузки с центральным приемным бункером. Всё считали, подбирали. А проблема пришла с другой стороны: статическое электричество. Мелкодисперсная фракция материала налипала на стенки гибких ПВХ-рукавов, создавала пробки. Пришлось экстренно менять трассы на антистатические, с медной оплёткой. После этого всегда обращаю внимание клиента: что за материал, какая фракция, есть ли пыль, добавки? От этого зависит выбор шлангов, фильтров, материала бункера.
Или ещё момент — смеси. Загружать готовую смесь гранул с красителем или добавками — это одно. А если нужно дозировать из нескольких бункеров в смеситель? Тут уже нужна система с несколькими заборными устройствами и точным контролем времени забора от каждого компонента. Простой загрузчик полимерного сырья с одной точкой забора не справится. Нужна именно многоканальная система, и её логика управления — это уже отдельная история.
Конструктивные узлы, на которых нельзя экономить
Сердце любого загрузчика — вакуумный насос. Часто ставят недорогие вихревые. Они хороши для чистых, сухих материалов и небольших расстояний. Но для линий с высоким потреблением или для длинных трасс (скажем, от склада до цеха 20-30 метров) их ресурса может не хватить. Перегреваются. Тут уже нужен масляный ротационно-пластинчатый насос. Да, он дороже, требует обслуживания, но даёт стабильный вакуум и живёт годами. Видел установки, где из-за попытки сэкономить на насосе его меняли каждый год. В итоге переплатили в разы.
Второй ключевой узел — фильтр. Сетчатый фильтр в приемном бункере — это последний рубеж перед насосом. Если он забьётся, производительность упадёт до нуля. Важно не только его наличие, но и система очистки. Простая вибрационная решётка — это минимум. На надёжных установках, например, от ООО Цзянсу Жуйлинь Оборудование Технологии, часто встречал импульсную продувку обратным воздухом. Это эффективнее и не создаёт вибрации, которая может влиять на точность весов в бункере-дозаторе. Кстати, на их сайте ruilin.ru можно посмотреть, как это реализовано в промышленных сериях — наглядно.
И третье — система управления. Казалось бы, реле времени, и всё. Но современное производство требует интеграции в общую сеть. Возможность удалённого мониторинга уровня в бункере, учёт расхода материала по линиям, сигнализация об ошибках (разрыв шланга, перегрузка фильтра). Если этого нет, оператору приходится постоянно бегать, проверять. А если линий много? Поэтому сейчас даже для средних цехов смотрим в сторону контроллеров с простым интерфейсом, но возможностью вывода данных. Компания, которую я упомянул, как раз позиционирует себя как научно-производственное предприятие, и в их решениях это видно: оборудование изначально заточено под сбор данных для технолога, а не только под механическую работу.
Монтаж и 'подводные камни' на месте
Самая частая ошибка при монтаже — неоптимальная прокладка трассы. Гибкие шланги вешают с большими провисами или, наоборот, внатяг. Провисы — это места скопления материала, особенно если он сыпучий неидеально. Натяг — это риск вырвать трубку из фитинга при вибрации. Идеально — крепление с небольшим слабином, плавные изгибы, минимум колен. Каждое колено под 90 градусов — это потеря в производительности и увеличение износа гранул из-за ударов.
Ещё момент — точка забора из биг-бэга или мешка. Кажется, воткнул заборный зонд — и всё. Но если зонд просто торчит в материале, он может создать 'воронку' и начать засасывать воздух через образовавшиеся пустоты. Нужны специальные разрыхлители или вибрационные насадки, чтобы материал подавался равномерно. Без этого загрузчик будет работать рывками, срабатывать по таймеру, но недобирать нужный объём.
Шум. Часто про это забывают, пока оборудование не запустят. Вихревой насос в небольшом помещении может оглушать. Продумывать место установки, возможно, звукоизолирующий кожух. Это не прихоть, а требование охраны труда. При длинных трассах насос можно вынести в отдельное техническое помещение, но тогда нужно считать потери вакуума на длине.
Интеграция в линию и обратная связь
Сам по себе вакуумный загрузчик полимерного сырья — вещь бесполезная. Он ценен только как часть системы. Его работа должна быть жёстко увязана с работой сушилки, бункера-дозатора термопластавтомата или экструдера. Самая примитивная связь — по уровню в приёмном бункере дозатора. Упал уровень — дал команду на забор. Но современные системы позволяют делать это умнее. Например, учитывать цикличность работы ТПА, чтобы забор происходил в паузах и не создавал скачков нагрузки в сети.
Важный аспект — обратная связь от производства. Часто после установки и наладки проходит месяц-другой, и выявляются нюансы. Скажем, материал стали поставлять в другой фракции, или добавили регранулят собственного производства, который тяжелее и абразивнее. Хорошо, если система позволяет адаптироваться: регулировать мощность всасывания, время импульсов. Универсальных решений нет. Оборудование, которое я видел у ООО Цзянсу Жуйлинь Оборудование Технологии, как раз делает ставку на адаптивность: их инженеры всегда спрашивают про перспективы изменения сырья, чтобы заложить запас по параметрам на этапе проектирования. Это правильный подход.
И конечно, обслуживание. Его нужно планировать. Чистка фильтров, замена уплотнительных колец на заборных клапанах, контроль уровня масла в насосе. Если этого не делать, однажды система просто встанет в самый неподходящий момент. Лучше всего, когда производитель не просто продаёт агрегат, а обеспечивает полный цикл: от проектирования до монтажа и сервиса. В описании компании на ruilin.ru это прямо указано — 'объединяющим исследования и разработки, производство, монтаж, продажи и послепродажное обслуживание'. Для серьёзного производства такая комплексность — не рекламная фраза, а необходимость.
Вместо заключения: мысль вслух
Так что, возвращаясь к началу. Вакуумный загрузчик — это не коробка с кнопкой. Это узел, который связывает логистику сырья и стабильность переработки. Его выбор — это всегда компромисс между ценой, надёжностью и гибкостью под будущие задачи. Можно купить самый дешёвый, и он, возможно, будет работать. Но сколько он будет работать, и сколько на его 'костылирование' и простои уйдёт нервов и денег — вопрос.
Сейчас на рынке много игроков, от кустарных сборок до серьёзных заводов. Лично для меня критерий — это наличие собственных инженерных решений, а не просто сборка из покупных комплектующих. Когда видишь, что в конструкции учтены мелочи вроде быстрого доступа к фильтру или унифицированных креплений под разные типы бункеров, это говорит об опыте. Опыте, который наработан не в офисе, а на реальных объектах, с разными материалами и капризным технологическим процессом.
Поэтому мой совет — смотреть не только на каталог, но и на историю компании, на её подход к проектированию. Задавать вопросы не только про производительность, но и про то, что будет, если материал изменится. И слушать ответ. Если в ответе звучит понимание и есть варианты решений — это верный знак. Всё остальное — просто железо и пластик.
Соответствующая продукция
Соответствующая продукция






Самые продаваемые продукты
Самые продаваемые продукты-
 Пневмоэлектрический дисковый затвор для порошков
Пневмоэлектрический дисковый затвор для порошков -
 Многофункциональный гранулятор-обкатчик
Многофункциональный гранулятор-обкатчик -
 Горизонтальная сушилка с псевдоожиженным слоем
Горизонтальная сушилка с псевдоожиженным слоем -
 Двухстоечный подъемный смеситель ковшового типа
Двухстоечный подъемный смеситель ковшового типа -
 Гранулятор с псевдоожиженным слоем
Гранулятор с псевдоожиженным слоем -
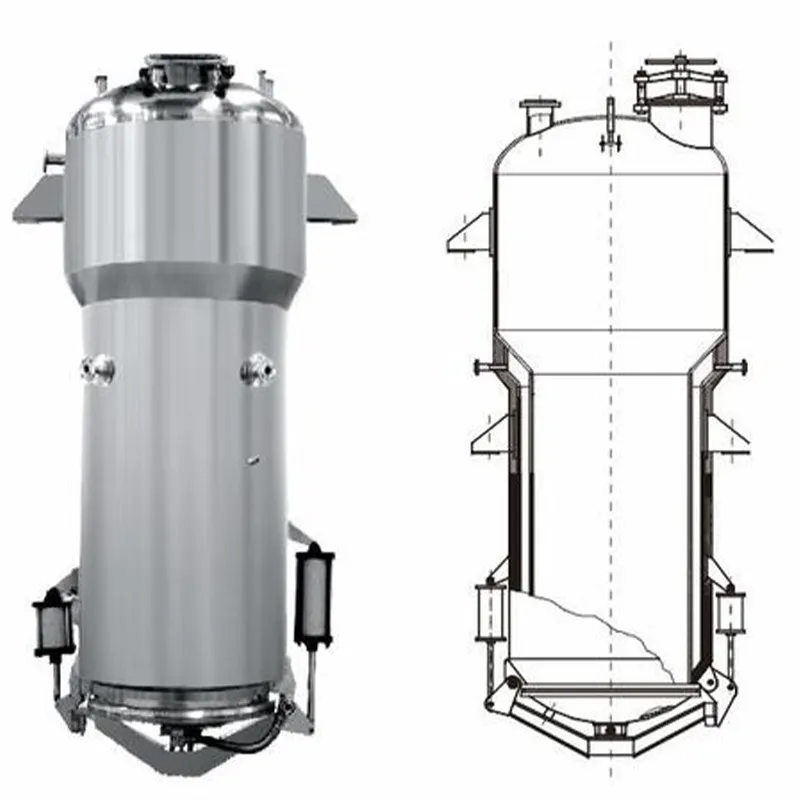
 Цилиндрический экстракционный куб
Цилиндрический экстракционный куб -
 Грибовидный экстракционный куб
Грибовидный экстракционный куб -
 Крышка-распределитель для ковша
Крышка-распределитель для ковша -
 Низкий гранулятор с мокрым смешиванием
Низкий гранулятор с мокрым смешиванием -
 Многоцелевая моечная машина
Многоцелевая моечная машина -
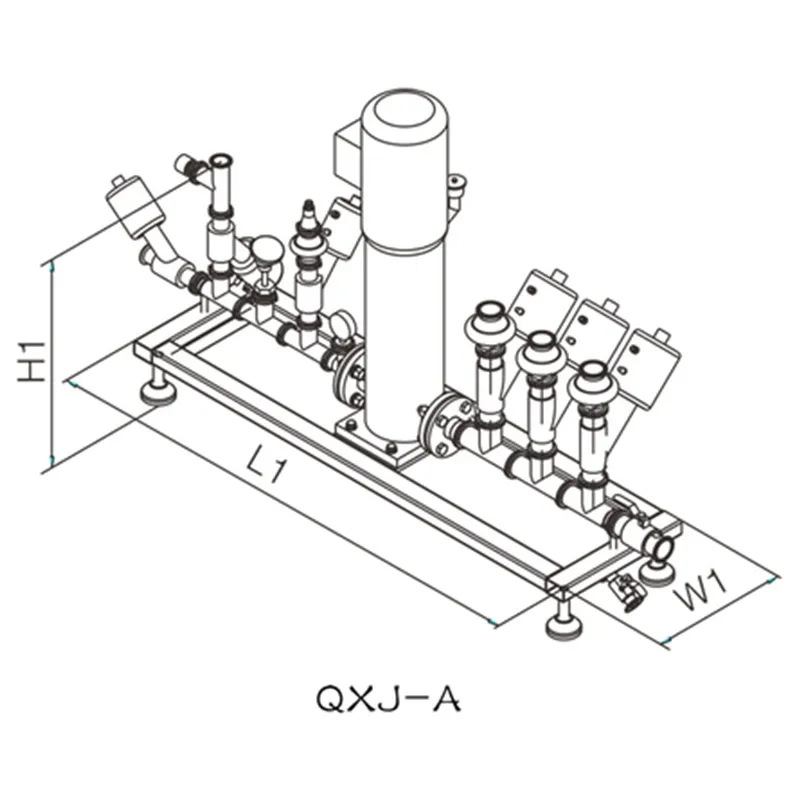
 Комбинированная система
Комбинированная система -
 Система чистых трубопроводов
Система чистых трубопроводов
Связанный поиск
Связанный поиск- Передвижной подъемный загрузчик
- комплект вспомогательного оборудования
- Нержавеющий стальной резервуар для осаждения алкоголя JC
- прочее вспомогательное оборудование
- теплообменник для для системы вода вода
- трансформаторы вспомогательное оборудование
- вакуумный загрузчик порошка
- промывка системы отопления и теплообменника котла
- производственные предприятия вспомогательного оборудования
- теплообменник для системы вентиляции





